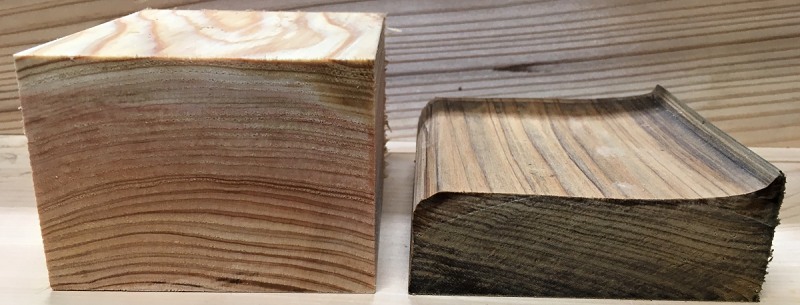
「高温高圧水蒸気」で圧縮されたヒノキ材は、
半分超の高さ、
高級感ある褐色形状と色合いへと変わります。
ヒノキの角材を入れた機械の内部を130度程度まで温度を上げながら、
水蒸気噴霧によって木材に水分を過剰に吸収させ、細胞を柔らかくします。
↓
その状態に一定時間放置した後、軟化した木材を押さえつけて圧縮を始めます。
↓
所定の圧縮度に達した後、温度をさらに180度程度まで上昇させます。
| 180度に上げる理由は、圧縮した後でも、木材が元に戻ろうとする本来の性質(復”原”力)を失わせ、形状を固定させるためです。その際、180度程度の高温で高い含水率を有した状態から圧縮されると、木材の結合水や樹液成分を内部に閉じ込めることができます。(これが、圧縮材の自然のツヤ出し効果です) |
↓
一定時間、180度程度の温度で放置した後、
脱気をして機械内部の圧力を常圧に戻します。
↓
その後、機械内部に水を入れ、熱くなったヒノキの角材を十分に冷やします。
冷却が不十分だと、復原力で膨張してしまうからです。
↓
十分に木材の内部まで冷えれば、機械から取り出します。
もうこれで、圧縮され形が変形したり歪んだりはしません。
後はじっくりと木材が、気乾含水率(概ね含水率15%程度)
まで乾燥するのを待つのみです。
なお、圧縮する度合い(比率)、温度設定などは任意設定できますので、
試料材や用途などで変更は自由です。
